Welcome to Jiangsu DZX Metal Co., Ltd.

Email:sales8@dlx-alloy.com Mobile/Whatsapp:+86 199 0611 9641
Professional manufacturer of welding wires and spraying wires,over 20 years.
Whatsapp:+8619906119641
Email:sales8@dlx-alloy.com
Add:NO.32 West Taihu Road, Xinbei District, Changzhou, Jiangsu,China
Nickel Based Welding Wire
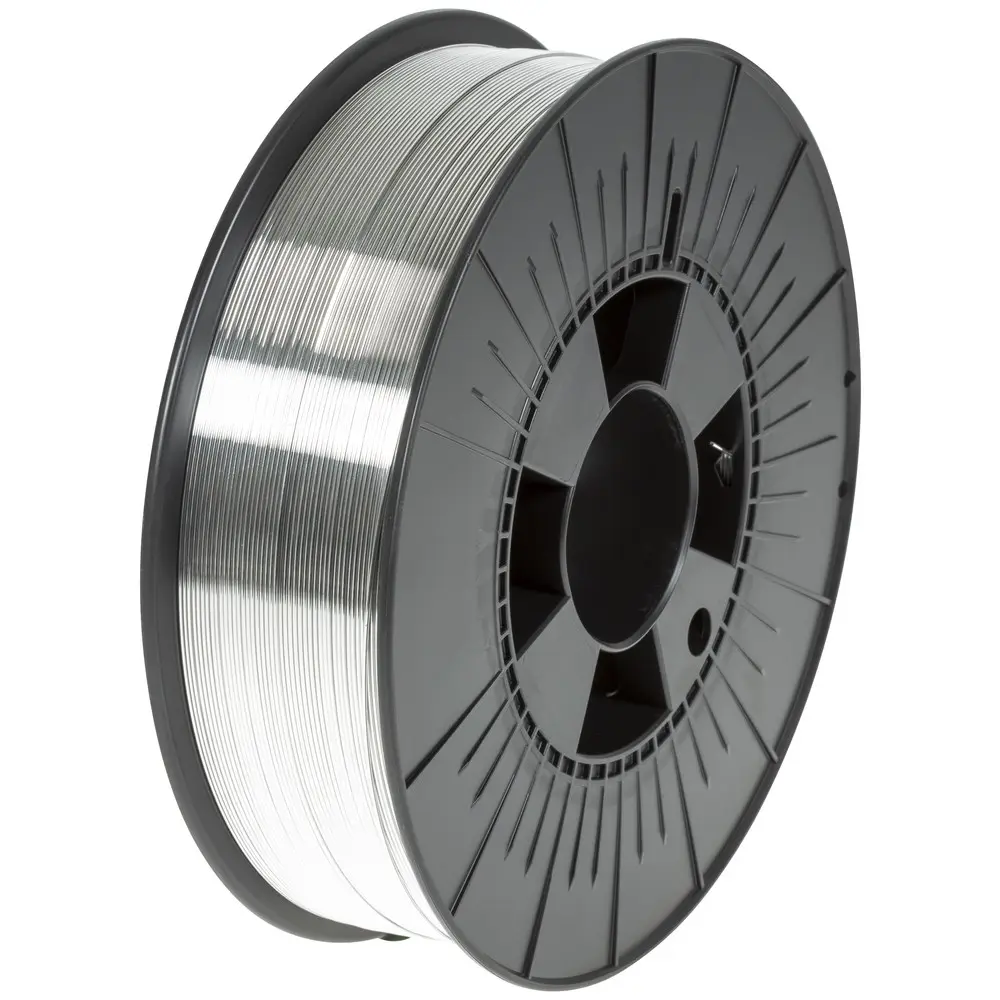



UNS N06082 Welded Wires ERNiCr-3 Nickel-Chromium-Iron Welding Wire for TIG MIG
Product Details
Production Description
ERNiCr-3 GTAW and GMAW. Used for welding nickel-based alloys, high temperature and creep steels, heat-resistant and low temperature steels, dissimilar steels, low alloy steel repair, etc. Ferritic austenitic steel connections with working temperatures greater than +300°C and welding applications that do not require post-weld heat treatment. Suitable for pressure vessel manufacturing with a working temperature range of -196°C to +550°C, and anti-oxidation and peeling within +1200°C (sulfur-free conditions). Resistant to embrittlement, thermal cracking, low carbon diffusion during high temperature heat treatment when welding dissimilar steels. Resistant to thermal shock, corrosion-resistant full austenitic structure, between carbon steel and austenitic CrNi (Mo) steel and with a lower thermal expansion coefficient.
ERNiCr-3 Composition :
| C | Mn | Si | S | P | Cr | Nb+Ta | Fe | Ni |
| ≤0.1 | 2.5-3.5 | 0.5 | ≤0.015 | ≤0.03 | 18-22 | 2-3 | ≤3 | ≥67 |
ERNiCr-3 Characteristics:
High Nickel Content: Alloy 82 wire primarily consists of nickel (Ni) and chromium (Cr). This high nickel content imparts excellent corrosion resistance, making it suitable for welding in aggressive and corrosive environments.
Outstanding Weldability: One of the standout features of Alloy 82 wire is its exceptional weldability. It can be easily welded using various techniques, including gas tungsten arc welding (GTAW or TIG), gas metal arc welding (GMAW or MIG), and submerged arc welding (SAW).
Heat Resistance: Alloy 82 wire retains its mechanical properties even at elevated temperatures. This heat resistance is crucial for applications involving high-temperature welding, such as in the aerospace and power generation industries.
Low Carbon Content: The low carbon content in Alloy 82 wire minimizes the risk of carbide precipitation, which can lead to weld embrittlement. This feature enhances the ductility and toughness of the welded joint.
Excellent Corrosion Resistance: In addition to its resistance to high temperatures, Alloy 82 wire is highly resistant to corrosion from various chemicals and environments, making it suitable for applications in the chemical and petrochemical industries.
Smooth and Clean Welds: Welds made with Alloy 82 wire exhibit a smooth and clean appearance, reducing the need for extensive post-welding cleaning and finishing.
Specifications:
Alloy 82 wire is available in a range of specifications to accommodate diverse welding requirements. The key specifications include:
Diameter: Alloy 82 wire is available in various diameters, typically ranging from 0.030 inches (0.76 mm) to 0.125 inches (3.18 mm). Custom diameters may be available upon request.
Spool Size: It is commonly supplied in spools of varying sizes, with standard spool lengths typically ranging from 12 inches (304.8 mm) to 36 inches (914.4 mm).
AWS Classification: Alloy 82 wire typically conforms to the American Welding Society (AWS) A5.14/A5.14M:2018 standard, which defines the chemical composition and mechanical properties of nickel and nickel alloy welding electrodes.
Surface Finish: The wire is typically available with a clean, oxide-free surface finish, ensuring smooth and consistent welds.
Applications:
ERNiCr-3 Welded wires are used in the submerged arc and plasma arc welding of Nickel based alloys such as Alloy 600, Alloy 601, and Alloy 690 and high-temperature stainless steels such as Alloy 330, Alloy 800, and Alloy 800HT. ERNiCr-3 Welded wires comprise a union of Nickel based alloys or stainless steels or carbon steel, stainless steel, or high Nickel-based steels.


Related product parameters:

Preparation process
The preparation process of ERNiCr-3 welding wire usually includes the following steps:
Raw material preparation: Select high-quality metal raw materials to ensure that their chemical composition and physical properties meet the requirements.
Alloy smelting: Put the raw materials into the arc melting furnace for smelting, control the smelting temperature and atmosphere, and ensure that the alloy composition is uniform.
Wire drawing: The smelted alloy liquid is drawn into welding wire of the required diameter through a wire drawing machine.
Surface treatment: Clean and treat the surface of the welding wire to remove oxides and impurities and improve welding quality.
Optimization of the preparation process can improve the quality and performance of the welding wire, reduce production costs, and improve production efficiency.




- Whatsapp:+86 199 0611 9641
- sales8@dlx-alloy.com
- NO.32 West Taihu Road, Xinbei District, Changzhou, Jiangsu,China